What is Electrochemical Grinding(ECG)?
Electrochemical grinding is a process that removes electrically conductive material by grinding with a negatively charged abrasive grinding wheel, an electrolyte fluid, and a positively charged workpiece.
Materials removed from the workpiece stay in the electrolyte fluid. Electrochemical grinding is similar to electrochemical machining but uses a wheel instead of a tool shaped like the contour of the workpiece.
ECG is a hybrid process combining electrochemical machining and grinding. Electrochemical machining is an electrolytic operation where the workpiece becomes an anode and the cutting tool (in the case of ECG, a grinding wheel) becomes the cathode.
When a direct current flows between the anode and the cathode, it creates a reaction that’s similar to electroplating, but instead of taking material from the anode and depositing it onto the cathode, the material is removed from the anode and washed away in the electrolyte fluid.
ECG takes electrochemical machining a step further by cutting the metal mechanically with the grinding wheel while simultaneously dissolving the material electrochemically.
“The theory is that you can reduce the hardness of the material and partially decompose it as you’re grinding so that the grinding wheel is cutting with much lower force.
In some ways, ECG is similar to conventional grinding some of the same rules apply. For example, programming and setup work much the same way.
Work holding is also very similar, the only difference being that fixtures for ECG need to be made of corrosion-resistant material and allow electrical contact with the workpiece.

Process characteristics
- The wheels and workpiece are electrically conductive.
- Wheels used last for many grindings – typically 90% of the metal is removed by electrolysis and 10% from the abrasive grinding wheel.
- Capable of producing smooth edges without the burrs caused by mechanical grinding.
- Does not produce appreciable heat that would distort workpiece.
- Decomposes the workpiece and deposits them into the electrolyte solution. The most common electrolytes are sodium chloride and sodium nitrate at concentrations of 2 lbs. per gallon.
A Closer Look at ECG (Electrochemical Grinding)
In comparison to electrochemical machining, electrochemical grinding is relatively similar. Basically, it is a combination of an electrochemical process and a grinding process used for metal removal.
You may also hear it referred to as “anodic machining” or “electrolytic grinding”.
In the process, the part of a cathode is played by the grinding wheel, while the role of an anode is played by the workpiece.
A number of electrolytes can be used in the process including sodium nitrate, sodium chlorate, sodium hydroxide, sodium carbonate, etc.
A circular metal plate serves as the grinding wheel and consists of abrasive particles of diamond dust, aluminum oxide, boron carbide, and silicon carbide.
When, between the grinding wheel and the workpiece, electrolytic fluid is pumped, there is a reaction. This reaction, between the workpiece and the electrolytic fluid, serves to remove the majority of the metal.
The grinding wheel’s abrasive material actually removes, from the workpiece, under 5% of unwanted material. For those interested, the grinding wheel has a rotation speed that is maintained between a maximum of 2000 m/min and a minimum of 1200 m/min.
Why Use Electrochemical Grinding?
ECG offers several attractive process features including the following:
- Wide processing range and strong adaptability
- Good economy and small wear loss of grinding wheel
- Excellent processing quality
- High productivity
Electrolyte Selection
Affecting the processing quality and productivity of electrochemical grinding, one important factor is the electrolyte. The reason for this is that the anode electrochemical reaction is directly affected by the electrolyte.
Causing no harm to the human body and providing the machine in question no cause to rust, are both important requirements of an electrolyte. Consider these five requirements when selecting an electrolyte. The electrolyte should:
- Have a rich source, low price, and a good economic effect. It should not be easily consumed during processing.
- Not be harmful to the human body.
- Create no dust on fixtures and machines.
- In order to achieve high productivity, exhibit good conductivity.
- Have good surface roughness and dimensional accuracy.
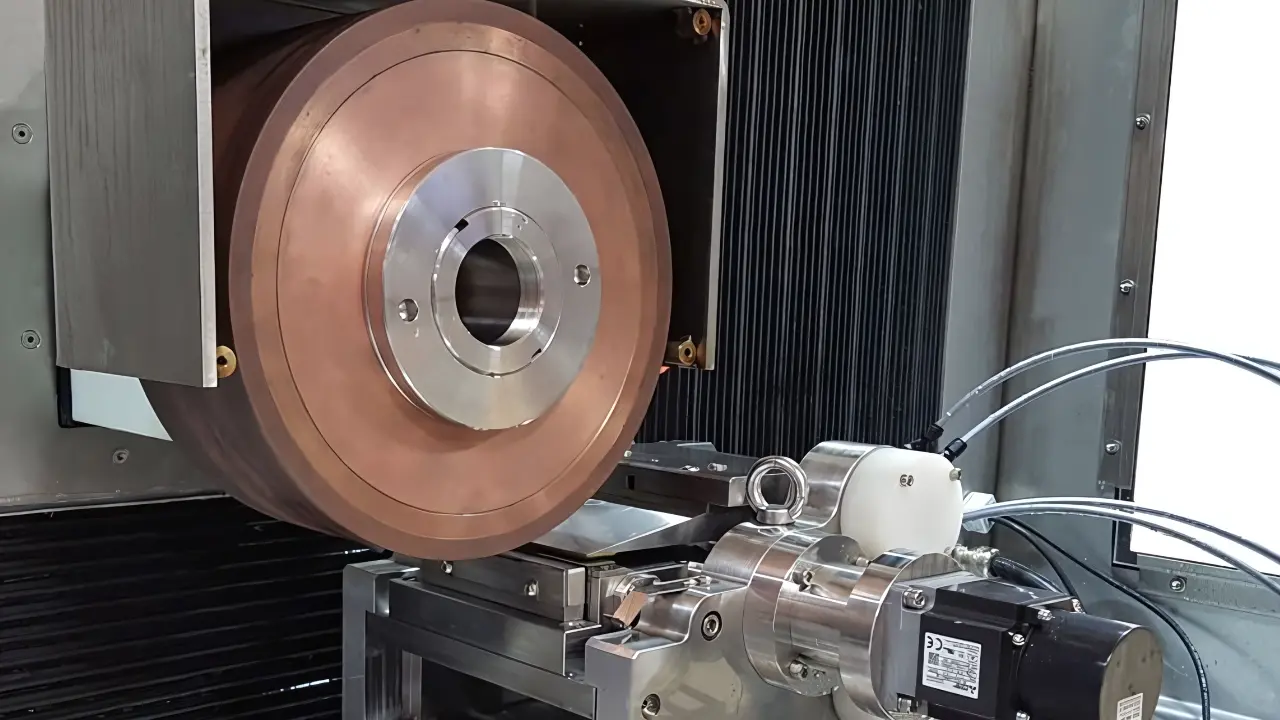
Electrochemical Grinding Equipment
Either a professional-level electrochemical machine or, through the use of a lathe or conventional grinding machine, a modified machine can be used for electrochemical grinding.
An adjustable voltage DC power supply is required for electrochemical grinding. Additionally, centrifugal pumps, devices for filtering, a device for forced air extraction or neutralization, tubes, nozzles, and more fit into the working process of electrochemical grinding and the equipment used.
Tolerance
This kind of grinding is mostly used because it can shape very hard metals and also because it is a chemical reducing process, the wheel lasts a longer time than a normal grinding wheel can.
This type of grinding has different types of wheels, so it can shape metals to whatever they need to be shaped to.
Produces a smoother, burr-free surface and causes less surface stress than other grinding methods.
Applications of Electrochemical grinding
Electrochemical grinding is often used for hard materials where conventional machining is difficult and time-consuming, such as stainless steel and some exotic metals.
For materials with hardness greater than 65 HRC, ECG can have a material removal rate 10 times that of conventional machining.
Because ECG involves little abrasion, it is often used for processes where the surface of the part needs to be free of burrs, scratches, and residual stresses.
Because of these properties, electrochemical grinding has a number of useful applications.
- Grinding turbine blades
- Grinding honeycomb metals for aerospace application
- Sharpening hypodermic needles
- Machining carbide cutting-tool inserts
- ECG is used to remove surface defects from parts where excessive material removal and residual stresses are undesired, such as re-profiling locomotive gears
- Removal of fatigue cracks from underwater steel structures. In this case, seawater itself acts as the electrolyte. Diamond particles in the grinding wheel remove any non-conducting organic matter, such as algae, before electrochemical grinding begins.
Advantages of Electrochemical grinding
One of the key advantages of electrochemical grinding is the minimal wear that the grinding wheel tool experiences.
This is because the majority of the material is removed by the electrochemical reaction that occurs between the cathode and anode.
The only time that abrasive grinding actually occurs is in removing the film that develops on the surface of the workpiece.
Another advantage of electrochemical grinding is that it can be used to machine hard materials.
Hard materials pose a difficulty to other types of machining due to the tool wear that is associated with machining hard materials.
It may come as a bit of a surprise that electrochemical grinding can remove material from a hard surface and experience minimal wear.
Because most material is removed through electrochemical reactions, the workpiece does not experience heat damage like it would in a conventional grinding process.
Disadvantages of Electrochemical grinding
Electrochemical grinding also has a few disadvantages as well. The system consists of the anode workpiece and the cathode grinding wheel. In order to create those conditions, both the workpiece and the grinding wheel must be conductive.
This limits the types of workpiece materials that are suitable for electrochemical grinding. Another disadvantage of electrochemical grinding is that it is only applicable to surface grinding.
It is not possible to apply electrochemical grinding to workpieces that have cavities, due to the grinding wheels’ inability to remove the film deposit within the cavity.
One other disadvantage is the electrolytic fluid can cause corrosion at the workpiece and grinding wheel surfaces. Lastly, electrochemical grinding is more complicated than traditional machining methods.
This will require more experienced personnel to operate the machinery, which will lead to higher production costs.
FAQs
What are the limitations of electrochemical grinding?
Electrochemical Grinding comes with some drawbacks or disadvantages. These include: Low Metal Removal Rate: The rate at which material is removed during the process is relatively slow, typically around 15mm/s, which can impact productivity for high-volume production requirements.
What are the advantages of electrochemical grinding?
Because the ECG process doesn’t require metal-on-metal abrasion there is much less risk for thermal distortion, surface destressing, stress cracks, burrs, or scratches on the workpiece. Capable of precisely grinding extremely thin and small-diameter metal components.
What is the difference between electro chemical grinding and electro chemical machining?
While both utilize electrochemistry to dissolve metal, the fundamental difference between ECG and ECM lies in their tooling; ECG utilizes a rotating abrasive wheel, while ECM utilizes a tool that is shaped as the inverse of the desired geometry.
What does grinding action remove in electrochemical grinding?
ECG removes metal by a combination of electrochemical (responsible for 90% of material removal) and grinding actions. The grinding action removes the buildup of oxide film on the surface of the workpiece
What are the disadvantages of electrochemical method?
The main disadvantage of electrochemical methods is that it changes the system-specific properties such as the surface structure and roughness.
What is the underlying principle of electrochemical grinding?
Electrochemical grinding is a process that removes electrically conductive material by grinding with a negatively charged abrasive grinding wheel, an electrolyte fluid, and a positively charged workpiece. Materials removed from the workpiece stay in the electrolyte fluid.