MIG welding uses a hand-held gun that contains a spool-fed wire electrode, along with a gas nozzle that delivers a stream of gas to the weld site. This gas prevents the contact of oxygen, nitrogen, and other environmental gases with the weld bead – which helps ensure consistent, strong results.
Contamination can lead to a low-quality weld on your workpiece, so choosing the right gas is absolutely essential for the best results. But what’s the best gas for MIG welding? Unfortunately, the answer is not that simple.
Different metals require different types of gases for the best results, although in most cases, a 75/25 argon and CO2 mix will let you get good results on most metals. But let’s take a look at some of your options now, and discuss how you can choose the right MIG welding gas for your job.
MIG Welding Gas – Choosing The Right Gas
The basic gas for MIG/MAG welding is argon (Ar). Helium (He) can be added to increase the penetration and fluidity of the weld pool. Argon or argon/helium mixtures can be used for welding all grades.
There are six noble gases, but for the purposes of MIG welding, only argon and helium are typically used. Pure mixtures of argon/helium are usually only used for nonferrous metals like copper and aluminum. Both gases are appropriate for MIG welding, but argon is used more frequently.
Many MIG welding applications lend themselves to a variety of shielding gas choices. You need to evaluate your welding goals and your welding applications in order to choose the correct one for your specific application. Consider the following as you make your selection:
- The cost of the gas
- The finished weld properties
- Preparation and post-weld clean-up
- The base material
- The weld transfer process
- Your productivity goals.
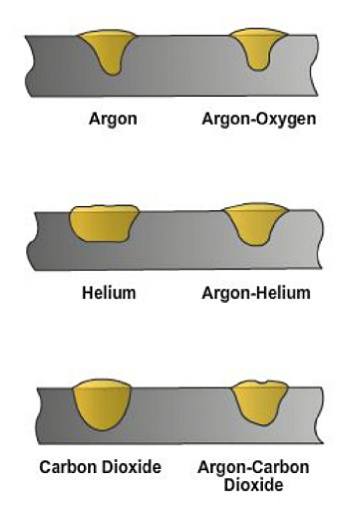
The four most common shielding gases used in MIG welding are Argon, Helium, Carbon Dioxide, and Oxygen. Each provides unique benefits and drawbacks in any given application.
Carbon Dioxide (CO2)
Carbon dioxide is manufactured from fuel gases given off by the burning of natural gas, fuel oil, or coke. It is also obtained as a by-product of calcination operation in lime kilns, from the manufacturing of ammonia, and from the fermentation of alcohol.
The carbon dioxide given off by manufacturing ammonia and the fermenting alcohol is almost 100% pure. Carbon dioxide is made available to the user in either cylinder or bulk containers with the cylinder being more common.
With the bulk system, carbon dioxide is usually drawn off as a liquid and heated to the gas state before going to the welding torch. The bulk system is normally used only when supplying a large number of welding stations.
In the cylinder, the carbon dioxide is in both a liquid and a vapor form, with the liquid carbon dioxide occupying approximately two thirds of the space in the cylinder. By weight, this is approximately 90% of the content of the cylinder.
Above the liquid it exists as a vapor gas. As carbon dioxide vapor is drawn from the cylinder, it is replaced with carbon dioxide that vaporizes from the liquid in the cylinder, and therefore the overall pressure will be indicated by the pressure gage.
When the pressure in the cylinder has dropped to 200 psi (1.4 MPa), the cylinder should be replaced with a new cylinder. A positive pressure should always be left in the cylinder in order to prevent moisture and other contaminants from backing up into the cylinder.
The normal discharge rate of the CO2 cylinder is from about 4 to 35 cubic feet per hour (1.9 to 17 liters per minute). However, a maximum discharge rate of 25 cfh (12 l/min) is recommended when using a single cylinder for welding.
As the vapor pressure drops from the cylinder pressure to discharge pressure through the CO2 regulator, it absorbs a great deal of heat. If flow rates are set too high, this absorption of heat can lead to freezing of the regulator and flow meter, which interrupts the gas shielding.
When flow rates higher than 25 cfh (12 l/min) are required, normal practice is to manifold two CO2 cylinders in parallel or to place a heater between the bottle and gas regulator, pressure regulator, and flowmeter.
Carbon dioxide has become widely used for welding mild and low alloy steels. Most active gases cannot be used as shielding, but carbon dioxide offers several advantages for use in welding steel:
- Better joint penetration
- Higher welding speeds
- Lower welding costs (the major advantage)
Carbon dioxide produces short-circuiting transfer at low current levels and globular transfer at the higher current levels. Because carbon dioxide is an oxidizing gas, most electrode wires available for welding steel contain deoxidizers to prevent porosity in the weld.
The surface of the weld bead is usually slightly oxidized even when there is no porosity. The major disadvantage of carbon dioxide is that it produces a harsh arc and higher amounts of spatter. A short arc length is usually desirable to keep the amount of spatter to a minimum.
Another problem with carbon dioxide is that it adds some carbon to the weld deposit. This does not affect mild steels, but it tends to reduce the corrosion resistance of stainless steel and reduce the ductility and toughness of the weld deposit in some of the low alloy steels.
Argon
Argon shielding gas is chemically inert and used primarily on non-ferrous metals. This gas is obtained from the atmosphere by the liquification of air. Argon may be supplied as a compressed gas or a liquid, depending on the volume of use.
Argon shielding gas promotes spray-type metal transfer at most current levels. Because argon is a heavier gas than helium, lower flow rates are used because the gas does not leave the welding area as fast as it does with helium.
Another advantage of argon is that it gives better resistance to drafts. For any given arc length and welding current, the arc voltage is less when using argon than when using helium or carbon dioxide.
This means that there is less arc energy, which makes argon preferable for welding thin metal and for metals with poor thermal conductivity. Argon is less expensive than helium and has greater availability. It also gives easier arc starting, quieter and smoother arc action, and good cleaning action.
Oxygen
Oxygen, also a reactive gas, is typically used in ratios of nine percent or less to improve weld pool fluidity, penetration, and arc stability in mild carbon, low alloy, and stainless steel. It causes oxidation of the weld metal, however, so it is not recommended for use with aluminum, magnesium, copper, or other exotic metals.
Helium
Helium shielding gas is chemically inert and is used primarily on aluminum, magnesium, and copper alloys. Helium is a light gas obtained by separation from natural gas. It may be distributed as a liquid but it is more often used as compressed gas in cylinders.
Helium shielding gas is lighter than air and because of this, high gas flow rates must be used to maintain adequate shielding. Typically, the gas flow rate is 2 to 3 times of that used for argon when welding in the flat position.
Helium is often preferred in the overhead position because the gas floats up and maintains good shielding, while argon tends to float down. Globular metal transfer is usually obtained with helium, but spray transfer may be obtained at the highest current levels.
Because of this, more spatter and a poorer weld bead appearance will be produced, as compared to argon.
For any given arc length and current level, helium will produce a hotter arc, which makes helium good for welding thick metal and metals like copper, aluminum, and magnesium, which have a high thermal conductivity. Helium generally gives wider weld beads and better penetration than argon.
Argon-Helium Mixtures
Regardless of the percentage, argon-helium mixtures are used for non-ferrous materials such as aluminum, copper, nickel alloys, and reactive metals.
These gases used in various combinations increase the voltage and heat of GTAW and MIG arcs while maintaining the favorable characteristics of argon.
Generally, the heavier the material the higher the percentage of helium you would use. Small percentages of helium, as low as 10%, will affect the arc and the mechanical properties of the weld.
As helium percentages increase, the arc voltage, spatter, and penetration will increase while minimizing porosity. A pure helium gas will broaden the penetration and bead, but the depth of penetration could suffer. However, arc stability also increases.
The argon percentage must be at least 20% when mixed with helium to produce and maintain a stable spray arc.
Argon-25% He (HE-25) – This little-used mixture is sometimes recommended for welding aluminum where an increase in penetration is sought and bead appearance is of primary importance.
Argon-75% He (HE-75) – This commonly used mixture is widely employed for mechanized welding of aluminum greater than one inch thick in the flat position. HE-75 also increases the heat input and reduces the porosity of welds in ¼-and 1/½-in. thick conductivity copper.
Argon-90% He (HE-90) – This mixture is used for welding copper over ½ in. thick and aluminum over 3 in thick. It has an increased heat input, which improves weld coalescence and provides good X-ray quality. It is also used for short-circuiting transfer with high nickel filler metals.
Argon-Oxygen Mixtures
Argon-oxygen gas mixtures usually contain 1%, 2% or 5% oxygen. The small amount of oxygen in the gas causes the gas to become slightly oxidizing, so the filler metal used must contain deoxidizers to help remove oxygen from the weld puddle and prevent porosity.
Pure argon does not always provide the best arc characteristics when welding ferrous metals. In pure argon shielding, the filler metal has a tendency not to flow out to the fusion line.
The addition of small amounts of O2 to argon greatly stabilizes the weld arc, increases the filler metal droplet rate, lowers the spray arc transition current, and improves wetting and bead shape.
The weld puddle is more fluid and stays molten longer, allowing the metal to flow out towards the toe of the weld. This reduces undercutting and helps flatten the weld bead. Occasionally, small oxygen additions are used on non-ferrous applications.
For example, it has been reported by NASA that .1% oxygen has been useful for arc stabilization when welding very clean aluminum plate.
Argon-1% O2 – This mixture is primarily used for spray transfer on stainless steels. One percent oxygen is usually sufficient to stabilize the arc, improve the droplet rate, provide coalescence, and improve appearance.
Argon-2% O2 – This mixture is used for spray arc welding on carbon steels, low alloy steels and stainless steels. It provides additional wetting action over the 1% O2 mixture. Mechanical properties and corrosion resistance of welds made in the 1 and 2% O2 additions are equivalent.
Argon-5% O2 – This mixture provides a more fluid but controllable weld pool. It is the most commonly used argon-oxygen mixture for general carbon steel welding. The additional oxygen also permits higher travel speeds.
Argon-8-12% O2 – Originally popularized in Germany, this mixture has recently surfaced in the U.S. in both the 8% and 12% types. The main application is single-pass welds, but some multi-pass applications have been reported. The higher oxidizing potential of these gases must be taken into consideration with respect to the wire alloy chemistry. In some instances, a higher alloyed wire will be necessary to compensate for the reactive nature of the shielding gas. The higher puddle fluidity and lower spray arc transition current of these mixtures could have some advantages on some weld applications.
Argon-12-25% O2 – Mixtures with very high O2 levels have been used on a limited basis, but the benefits of 25% O2 versus 12% O2 are debatable. Extreme puddle fluidity is characteristic of this gas. A heavy slag/scale layer over the bead surface can be expected, which is difficult to remove. With care and a deoxidizing filler metal, sound welds can be made at the 25% O2 level with little or no porosity. Removal of the slag/scale before subsequent weld passes is recommended to ensure the best weld integrity.
Argon-Carbon Dioxide Mixtures
The argon-carbon dioxide mixtures are mainly used on carbon and low alloy steels with limited application on stainless steels. The argon additions to CO2 decrease the spatter levels usually experienced with pure CO2 mixtures.
Small CO2 additions to argon produce the same spray arc characteristics as small O2 additions. The difference lies mostly in the higher spray arc transition currents of argon- CO2 mixtures.
In MIG welding with CO2 additions, a slightly higher current level must be reached in order to establish and maintain stable spray transfer of metal across the arc. Oxygen additions reduce the spray transfer transition current.
Above approximately 20% CO2, spray transfer becomes unstable, and random short circuiting and globular transfer occur.
Argon-3-10% CO2 – These mixtures are used for spray arc and short-circuiting transfer on a variety of carbon steel thicknesses. Because the mixtures can successfully utilize both arc modes, this gas has gained much popularity as a versatile mixture.
A 5% mixture is very commonly used for pulsed MIG of heavy section low alloy steels being welding out-of-position. The welds are generally less oxidizing than those with 98 Ar-2% O2. Improved penetration is achieved with less porosity when using CO2 additions as opposed to O2 additions.
In the case of bead wetting, it requires about twice as much CO2 to achieve the same wetting action as identical amounts of O2. From 5 to 10% CO2 the arc column becomes very stiff and defined. The strong arc forces that develop give these mixtures more tolerance to mill scale and a very controllable puddle.
Argon-11-20% CO2 – This mixture range has been used for various narrow gap, out-of position sheet metal and high speed MIG applications. Most applications are on carbon and low alloy steels. By mixing the CO2 within this range, maximum productivity on thin gauge materials can be achieved.
This is done by minimizing burn through potential while at the same time maximizing deposition rates and travel speeds. The lower CO2 percentages also improve deposition efficiency by lowering spatter loss.
Argon-21-25% CO2– Used almost exclusively with short circuiting transfer on mild steel, it was originally formulated to maximize the short circuit frequency on .030- and .035- in. diameter solid wires, but through the years it has become the de facto standard for most diameter solid wire welding and has been commonly used with flux cored wires.
This mixture also operates well in high current applications on heavy materials and can achieve good arc stability, puddle control, and bead appearance as well as high productivity.
Argon-50% CO2 – This mixture is used where high heat input and deep penetration are needed. Recommended material thicknesses are above 11/8 in., and welds can be made out-of-position. This mixture is very popular for pipe welding using the short-circuiting transfer.
Good wetting and bead shape without excessive puddle fluidity are the main advantages for the pipe welding application. Welding on thin gauge materials has more of a tendency to burn through, which can limit the overall versatility of this gas. In welding at high current levels, the metal transfer is more like welding in pure CO2 than previous mixtures, but some reduction in spatter loss can be realized due to the argon addition.
Argon-75% CO2 – A 75% CO2 mixture is sometimes used on heavy wall pipe and is the optimum in good side-wall fusion and deep penetration. The argon constituent aids in arc stabilization and reduced spatter.
Helium-Argon-Carbon Dioxide Mixtures
Three-part shielding gas blends continue to be popular for carbon steel, stainless steel, and, in restricted cases, nickel alloys.
For short-circuiting transfer on carbon steel, the addition of 40% helium to argon and CO2 as a third component to the shielding gas blend provides a broader penetration profile.
Helium provides greater thermal conductivity for short-circuiting transfer applications on carbon steel and stainless steel base materials.
The broader penetration profile and increased sidewall fusion reduce the tendency for incomplete fusion. For stainless steel applications, three-part mixes are quite common.
Helium additions of 55% to 90% are added to argon and 2.5% CO2 for short-circuiting transfer. They are favored for reducing spatter, improving puddle fluidity, and providing a flatter weld bead shape.
Common Ternary Gas Shielding Blends
90% Helium + 7.5% Argon + 2.5% CO2 — This is the most popular of the short-circuiting blends for stainless steel applications. The high thermal conductivity of helium provides a flat bead shape and excellent fusion. This blend has also been adapted for use in pulsed spray transfer applications, but it is limited to stainless or nickel base materials greater than .062–in. (1.6 mm) thick. It is associated with high travel speeds on stainless steel applications.
55% Helium + 42.5% Argon + 2.5% CO2 — Although less popular than the 90% helium mix discussed above, this blend features a cooler arc for pulsed spray transfer. It also lends itself very well to the short-circuiting mode of metal transfer for stainless and nickel alloy applications. The lower helium concentration permits its use with axial spray transfer.
38% Helium + 65% Argon + 7% CO2 — This tertiary blend is for use with short-circuiting transfer on mild and low alloy steel applications. It can also be used on pipe for open-root welding. The high thermal conductivity broadens the penetration profile and reduces the tendency to cold lap.
Other Gases
Hydrogen serves as a shielding gas in high-temperature applications, such as stainless steel. It is often mixed with argon for use on austenitic stainless steel.
Nitrogen is used as a purging gas for welding stainless steel tubes. Added to argon in small amounts, it can also be used as a shielding gas for stainless steel.
Propane is typically used in scrap yards for cutting carbon steel where cut quality is not important. If your application does not require high-cut quality, propane is a rather cost-effective option.
What’s the Best Gas for MIG Welding Different Metals?
The basic gas for MIG/MAG welding is argon (Ar). Helium (He) can be added to increase the penetration and fluidity of the weld pool. Argon or argon/helium mixtures can be used for welding all grades.
If you want a “one-size-fits-all” option, a MIG welding shielding gas with a 75/25 mix of argon and CO2 is likely going to be your best bet. We carry a high-quality 75/25 argon and CO2 mix at Vern Lewis Welding Supply, which is an ideal, cost-effective option that can be used to weld most metals, including mild steel and nonferrous metals.
Conclusion: How to Choose the Best Gas for MIG Welding
If you’re searching for the best gas to use for MIG welding that has broad application, the 25% carbon dioxide and 75% argon or anything similar to that such as an 80/20 mix, is possibly your best choice.
If you’re on a budget and won’t mind cleaning up a little additional spatter, carbon dioxide is inexpensive at excellent when it comes to experimentation and hobby welding. 100% argon is the way to go for MIG welding aluminum, or generally TIG welding.
With stainless steel, things get more costly when more helium is mixed with argon and carbon dioxide or Oxygen. There, you also have the option of selecting a cheaper C2 with a 98/20 mix.
Always take into account the metals you want to weld and ensure that you’re getting the most out of your gas flow. Don’t forget that the key to a dependable bead pattern and avoiding overheating the metal is your preferred gas and your gas’ flow rate.
FAQs
What gas bottle is used for MIG welding?
Argon is the most commonly used inert gas in welding applications due to its affordability and effectiveness. Helium, although more expensive, is sometimes used for specific applications that require higher heat input.
What type of gas is used for welding?
Gases used in welding and cutting processes include: shielding gases such as carbon dioxide, argon, helium, etc. fuel gases such as acetylene, propane, butane, etc. oxygen, used with fuel gases and also in small amounts in some shielding gas mixtures.
Why is CO2 used in MIG welding?
Carbon dioxide improves weld speed, penetration and mechanical properties that make it the most suitable for steel in metal inert gas (MIG) welding. However, this gas also causes a shakier arc, spatter losses and a lot of smoke fumes. Mixing carbon dioxide with argon minimises the spatter.
What type of gas is best for MIG welding?
MIG Gases. If you’re going to be MIG welding, there are two main gases that are used: pure argon and an argon/carbon dioxide mix. The most common (and recommended) Ar/CO2 mix is a 75/25 ratio, with 75% of it being argon and 25% of it being CO2.
Is argon or CO2 better for MIG welding?
Pure argon (an inert gas) gives shallow penetration but a wider bead profile in a weld. It also results in less spatter. CO2 (a semi-inert gas) can be used on its own, as it gives deeper penetration than argon (plus it’s cheaper). However, it produces a harsher, less stable arc, which results in a lot of spatter.