As a machinist or CNC expert working around vertical mills all day, you must know about the lathe machine. Although lathe machines nowadays are highly advanced with new technologies, they are one of the oldest machinery tools invented back in 1300 BCE in ancient Egypt.
Around 1569 C.E., lathe machines were majorly used in France for making wooden products; however, during the Industrial Revolution in the 18th century, people in England modernized the metal lathe.
In this blog, we’ll be delving into the details, different types, how to learn to use one, and more. Let’s get started.
What is a Lathe?
A lathe is a machine tool used to shape wooden or metallic products. It furnishes a wooden or metal piece by rotating it about an axis while a stationary cutting tool keeps removing unwanted material from the workpiece to form the desired shape.
These machines are used for various product fabricating operations such as cutting, grinding, knurling, drilling, deforming, facing, and turning with tools applied to the workpiece to create an object with symmetry around this axis.
Lathes are used in woodturning, metalworking, metal spinning, thermal spraying, parts reclamation, and glass processing. Lathes can be used to shape pottery, the most well-known design being the potter’s wheel. Most suitably equipped metalworking lathes can also be used to produce most solids of revolution, flat surfaces, and screw threads or helixes.
Ornamental lathes can create three-dimensional bodies of incredible complexity. The workpiece is normally held in place by either one or two centers, at least one of which can typically be moved horizontally to accommodate different workpiece lengths.
Other work-holding methods include clamping the workpiece about the axis of rotation using a chuck or collet, or to a faceplate, using clamps or jaw clutch.
Examples of objects that can be produced on a lathe include screws, candlesticks, gun barrels, cue sticks, table legs, bowls, baseball bats, musical instruments (especially woodwind instruments), and crankshafts.
How Does a Lathe Work?
A lathe is a machining tool that is used primarily for shaping metal or wood. It works by rotating the workpiece around a stationary cutting tool. The main use is to remove unwanted parts of the material, leaving behind a nicely shaped workpiece.
Although there are different types of lathes, they all use a similar method in which the workpiece rotates against the cutting tool, the latter of which is stationary. Milling machines, of course, work in the opposite way. With a milling machine, the workpiece is stationary, whereas the cutting tool rotates.
Lathes are designed to remove material from workpieces by exposing them to a cutting tool. The workpiece is secured to the lathe, at which point it rotates while pressing into a cutting tool. The rotational movement of the workpiece allows for the fast, efficient, and precise removal of material.
Lathes are large and complex machines consisting of many individual components. The headstock, for example, is the component that holds the workpiece as it rotates. Lathes also have a tailstock to which the workpiece can be secured. The tailstock is typically used for exceptionally large or long workpieces.
Parts of a lathe
The Main Parts of the Lathe Machine are:

- Headstock. The headstock is usually located on the left side of the lathe and is equipped with gears, spindles, chucks, gear speed control levers, and feed controllers. The headstock is usually on the left side of the lathe and is equipped with gears, spindles, chucks, gear speed control levers, and feed controls.
- Tailstock. The workpiece is usually on the right side of the lathe and supported by Tailstock at the end.
- Bed. The main parts of the lathe, all parts are bolted to the bed. It includes the headstock, tailstock, carriage rails, and other parts.
- Carriage. The carriage is located between the headstock and tailstock and contains an apron, saddle, composite support, cross slide, and tool holder.
- Lead Screw. The lead screw is used to move the carriage automatically during threading.
- Feed Rod. It is used to move the carriage from left to right and vice versa.
- Chip Pan. It’s on the bottom of the lathe. The chip pan is used to collect the chips generated during the lathe operation.
- Hand Wheel. The wheel is hand-operated to move a cross slide, carriage, tailstock, and other parts with a handwheel.
- Chuck. It allows the mounting of difficult workpieces that are not round, square, or triangular.
- Cooling device. The cooling device mainly uses a cooling water pump to suppress the slotted liquid in the water tank, spray it on the cutting point, wash the chips, and lower the cutting temperature. Smooth the surface to improve tool and tool life. Surface processing quality of the workpiece.
- Legs. They are supports that carry the entire weight of the machine over them. The prevailing method is to use cast legs. Both feet are firmly secured to the floor through foundation spots to prevent vibration in the machine.
- Slide box. This is the control box for the feed movement of the lathe. It is furnished with a mechanism that turns the rotary motion of the light rod and the lead screw to the linear motion of the tool post.
- Spindle. The hole through the headstock to which bar stock can be fed, which allows shafts that are up to 2 times the length between lathe centers to be worked on one end at a time.
- Cross Slide. Mounted on the traverse slide of the carriage, and uses a handwheel to feed tools into the workpiece.
- Apron. Attached to the front of the carriage, it has the mechanism and controls for moving the carriage and cross slide.
Types of lathes
The following are different types of lathe machines:
- Center lathe or engine lathe
- Speed lathe
- Capstan and turret lathe
- Toolroom lathe
- Bench lathe
- Automatic lathe
- Special lathe
- CNC lathe machine
The most common machine tool is a lathe, which can be divided into different types according to different processing conditions for the turning process.
1. Center lathe or Engine lathe
This type of lathe is currently widely used and can perform operations such as turning, end face, grooving, knurling, and threading. The feed mechanism of the engine lathe can operate the cutting tool in both longitudinal and lateral directions.
The center lathe can be divided into belt drive, motor drive, and reducer depending on the drive source. This type of lathe is widely used these days, capable of performing such operations as turning, grooving, knurling, end face, and threading.
The feed mechanism of the engine lathe can operate the cutting tool in both longitudinal and lateral directions. The center lathe can be divided into belt drive, motor drive, and reduction gear depending on the drive source
2. Speed Lathe/Wood Lathe
These lathes can be of the table type or have the support legs cast and attached to the bed. These lathes have most of the attachments that carry the other types of lathes but do not have power provision.
The high-speed lathe can also be called a wood lathe which can be operated at high speed and operated manually. The speed range for high-speed lathes is between 1200 and 3600 RPM. This lathe is used for turning, centering, polishing, and processing wood.
You have no gear, no slide, and no lead screw. The tool is thus fed and operated by hand. Usually, the tool is either mounted on a tool stand or supported on T-shaped support. Such lathes are commonly used for turning, polishing, centering and metal spinning, etc.
3. Capstan and turret lathe
Capstan and turret lathes are improvements in engine lathes that can be used for high-volume production and large jobs. The head of the machine tool is a hexagonal head, which can be rotated to change the operation without manual change, including turning, end face, boring, and reaming.
Read More; What are Capstan and Turret lathe?
4. Toolroom lathe
It’s nothing but the same power lathe, but with some extra attachments to make it suitable for a relatively more accurate angle of speeds and feeds. The usual attachments that are made available on a machine tool lathe are tapered turning attachments, driver support, collets, chucks, etc.
This lathe has a comparatively smaller bed longer than the usually motorized lathe. The most common lengths are 135 to 180 cm.
5. Bench lathe
It is a very small lathe and is mounted on a separately prepared workbench or cupboard. It is used for small and precise work as it is very accurate. It is typically equipped with all of the attachments that a larger lathe will carry and can perform almost any larger lathe operation.
6. Automatic lathe
These lathes go a long way towards improving both the quality and quantity of production. They are designed in such a way that all work and order processing movements of the entire manufacturing process for an order are carried out automatically.
No operator involvement is required during operation. Another variant of this type of lathes is the semi-automatic lathes, in which the operator puts the work on and takes off, while all operations are carried out automatically by the machine.
Automatic lathes are available with a single or multi-spindle version. They fall into the category of high-performance high-speed lathes, which are mainly used in mass production.
7. Special lathe
Special lathes are used to perform special operations that are not possible with the rest of the lathe. Special lathes include vertical lathes, wheeled lathes, T-type lathes, multi-axis lathes, production lathes, duplex or tracer lathes, etc., which are known for their heavy-duty production of the same parts.
8. CNC lathe
The CNC lathe is used to control the operation of the machine tool through a computer program. Once the program is input in steps, mass production can be performed with high precision and high speed, and once the operation code is set, it can be produced without re-entering the next time.
CNC lathes are the most advanced types of lathes available today, and the tolerances of the parts they produce are extremely precise.
Lathe Operations
The most common lathe operations are turning, facing, grooving, parting, threading, drilling, boring, knurling, and tapping.
To operate the lathe first, you must know the feed rates, cutting speed, depth of cut, and how the tool is used. Each lathe operation has its own factors that must be considered before starting work.
The factors should be used properly so that mishandling and mishaps are avoided in any type of lathe operation. With every cut desired the speed, depth, and feed of the lathe are changed for reasons of precision.
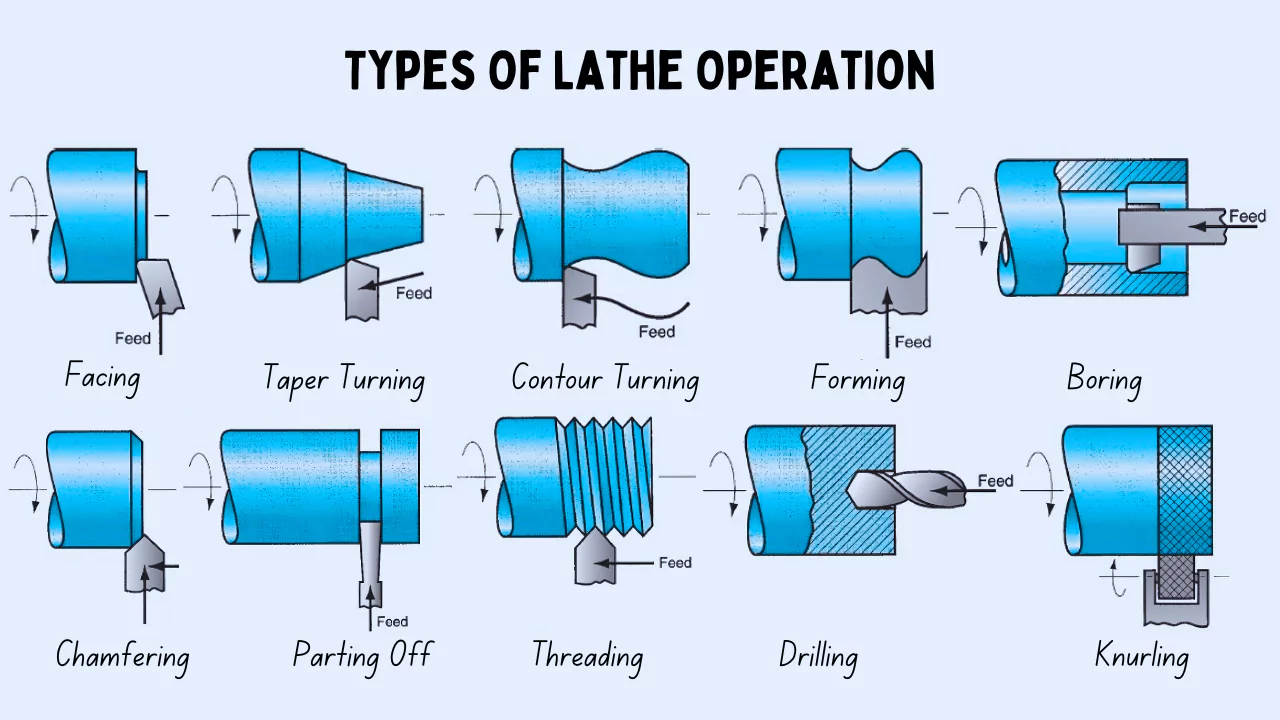
Types of Lathe Operation
The working of the lathe machine changes with every operation and cut desired. There is a lot of operation used for using the lathe machine. Some of the common lathe operations are:
1. Turning
Turning is the most common lathe machining operation. During the turning process, a cutting tool removes material from the outer diameter of a rotating workpiece. The main objective of turning is to reduce the workpiece diameter to the desired dimension. There are two types of turning operations, rough and finish.
Rough turning operation aims to machine a piece to within a predefined thickness, by removing the maximum amount of material in the shortest possible time, disregarding the accuracy and surface finish. Finish turning produces a smooth surface finish and the workpiece with final accurate dimensions.
Different sections of the turned parts may have different outer dimensions. The transition between the surfaces with two different diameters can have several topological features, namely step, taper, chamfer, and contour. To produce these features, multiple passes at a small radial depth of cut may be necessary.
- Rough Turning: Rough turning aims to machine a workpiece to a predefined thickness by removing the maximum amount of material in the shortest possible time without taking into account the accuracy and surface quality. The finish turning produces a smooth surface finish and the workpiece with the final, exact dimensions.
- Step Turning: Step turning creates two surfaces with an abrupt change in diameters between them. The final feature resembles a step.
- Taper Turning: With taper turning, the inclined movement between the workpiece and the cutting tool creates a ramp transition between the two surfaces with different diameters.
- Contour Turning: During contour turning, the cutting tool follows the path axially with a predefined geometry. Several passes of a contour tool are required to create the desired contours in the workpiece. However, molding tools can produce the same contour shape in a single pass.
- Champer Turning: Similar to step turning, bevel turning creates an angled transition of an otherwise right-angled edge between two surfaces with different turning diameters.
- Form turning: In this method, a specially shaped tool is used. The tool is inserted radially. Feed for forming: Radial. Diagram for lathe machine operation which involves facing, forming, and contour turning.
2. Facing
During machining, the workpieces are slightly longer than the finished part should be. Facing is the machining of the end of a workpiece that is perpendicular to the axis of rotation. When facing, the tool moves along the workpiece radius to create the desired part length and a smooth face by removing a thin layer of material.
3. Parting
Parting is a machining operation that results in a part cut-off at the end of the machining cycle. The process uses a tool with a specific shape to enter the workpiece perpendicular to the rotating axis and make a progressive cut while the workpiece rotates.
After the edge of the cutting tool reaches the center of the workpiece, the workpiece drops off. A part catcher is often used to catch the removed part.
4. Grooving
Grooving is a turning process that creates a narrow cut, a “groove”, in the workpiece. The size of the cut depends on the width of a cutting tool. Multiple tool passes are required to machine wider grooves.
There are two types of grooving operations, external and face grooving. A tool moves radially laterally into the workpiece with external grooving and removes the material along the cutting direction. With face grooving, machine tools pierce the face of the workpiece.
5. Threading
Threading is a turning process in which a tool moves along the side of the workpiece and cuts threads on the outer surface. A thread is a uniform spiral groove with a specific length and pitch. Deeper threads require multiple passes of a tool.
6. Knurling
The knurling process creates serrated patterns on the surface of a part. Knurling increases the gripping friction and the visual appearance of the machined part. This machining process uses a unique tool made up of one or more cylindrical wheels (knurls) that can rotate in the tool holders.
The knurls contain teeth that are rolled against the surface of the workpiece to form serrated patterns. The most common knurled nib is a diamond pattern.
7. Boring
When boring, a tool penetrates the workpiece axially and removes material along the inner surface to either create different shapes or to enlarge an existing hole.
8. Drilling
During the drilling process, the material is removed from the interior of a workpiece. The result of drilling is a hole with a diameter equal to the size of the drill used. Drills are typically positioned on either a tailstock or a lathe tool holder.
MORE: What is Drilling?
9. Reaming
Reaming is a calibration process that enlarges the hole in the workpiece. When reaming, the reamer penetrates axially through the end into the workpiece and expands an existing hole to the diameter of the tool.
Reaming removes a minimal amount of material and is often done after drilling to achieve both a more accurate diameter and a smoother internal finish.
10. Tapping
Tapping is the process by which a thread-cutting tool penetrates axially into the workpiece and cuts the thread into an existing hole. The whole corresponds to a corresponding bit size that the desired thread-cutting tool can accommodate. Tapping is also the process of making threads on nuts.
Lathe Tools
For general purpose work, the tool used is a single-point tool, but for special operations, multipoint tools may use. Watch the below-mentioned video to get understand lathe machine operation.
In lathe machine work, different operations require different types of lathe cutting tools, according to the process of using the lathe cutting tools. which are as follow,
Types of Lathe Cutting Tools
Different Types of Lathe Cutting Tools:
- Turning Tool.
- Boring Bar
- Chamfering Tool
- Knurling Tool
- Parting Tool
- Thread Cutting Tool
- Facing Tool
- Grooving Tool
There is a wide range of lathe tools that can be classified according to materials, structures, and purposes or uses.

- Turning Tool: Turning tools are designed for removing the materials from the stock, a rough turning tool is used to remove the maximum amount of material and the finishing turning tool is serve for good surface quality, just remove a small amount, to make the piece more accurate.
- Boring Bar: A boring bar is required when you want to make an existed hole bigger, a boring bar can easily bore into the hole that is already drilled, and widen its diameter. It can enlarge the hole quickly and process it in the proper size to fit other components correctly.
- Chamfering Tool: Chamfer is a transitional edge between two faces of an object, also defined as a form of the bevel. The chamfering tool is used to create a bevel or furrow on the part. A chamfer can be used to smooth sharp or hazardous edges on a workpiece.
- Knurling Tool: Knurling tools are used to produce knurled lathe parts, through creating or pressing a pattern onto a round section, used as a grip for a handle, also usually created on fasteners like nuts. A knurling tool is designed with a specific pattern.
- Parting Tool: A parting tool refers to a narrow-bladed tool used in turning or planing or for cutting a piece in two, or defined as a tool used for cutting off pieces from the main body of stock being machined, it is manufactured in many forms.
- Thread Cutting Tool: Thread cutting tools are used to cut a thread on the lathe part. In external thread cutting, the piece can be held in a chuck or mounted between two centers, in internal thread cutting, the part is held in a chuck, the tool moves across the part linearly, taking chips off the workpiece with each pass.
- Facing Tool: A facing tool is used for facing operation on the lathe to cut flat surface perpendicular to the piece’s rotational axis, the tool is mounted into a tool holder that rests on the carriage of the lathe, during the process, the facing tool will feed perpendicularly across the rotational axis of the part.
- Grooving Tool: A grooving tool is usually a carbide insert mounted in a special tool holder, it’s designed to an insert with multiple tips, often ground to the dimensions and shape required for a particular job, including cutting a slot and complete other work.
- Forming Tool: Forming tools are made flat or circular in shape when used in the lathe. Simple forming tools have cutting edges ground to the shape of the groove, undercut, or thread to be cut.
- Shoulder Turning Tool: A square shoulder is turned by a knife-edge turning tool or facing tool. A beveled shoulder may be turned by a straight turning tool having a side cutting edge angle and zero nose radius. A filleted shoulder is turned by a straight turning tool with a nose radius corresponding to the fillet radius of the work.
- Counterboring Tool: The counterboring operation can be performed by an ordinary boring tool. The tool cutting edge is so ground that it can leave a shoulder after turning. A counterbore having multiple cutting edges is commonly used.
- Undercutting Tool: Undercutting or grooving tool has a point and form of the cutting edge exactly similar to the form of the required groove. Clearance angle is given at all the sides of the tool. For the recessing groove cutting edge, the longitudinal feed is employed. The front clearance angle depends upon the bore of the work.
Application of Lathe
The Applications of Lathe Machine are as follows:
- Lathe use to make round or partially round parts.
- It uses to cut male and female threads.
- Use for cut-off material.
- Lathe machine uses in Bore and drill holes or Knurl a knob.
- Polish a surface of a round part and Taper a shaft.
- Face or dress rough stock.
- I use my mill for milling, but it is possible to mill small parts on a lathe. Chuck up a cutter and clamp the part on your tool post.
- Power things like a hydraulic pump that have no motor. I can set the direction and speed of any shaft that fits in my chucks.
- I work strictly in metal, plastic, and wood, but there are few practical limits to materials that could be worked on a lathe.
- Align 2 pieces of a broken shaft prior to repair.
- Bevel an edge.
Advantages of Lathe
The Advantages of the Lathe Machine are as follows:
- The accuracy is very high in the case of CNC lathes compared to Normal Machining lathes.
- The production rate is high.
- No need for highly skilled operators.
- Full automation, allowing for easier, quicker work.
- The machining in the lathe and CNC lathe was very fast.
- Highly versatile, allowing for use in the creation of all kinds of products and parts.
Disadvantages of Lathe
The limitations of the lathe machine are as follows:
- If maintenance was not good, it would damage the parts of the machine by not using lubrication.
- The device also wears off rapidly, if the operator is not good enough to handle the experiment.
- Due to the speed of the bite, the smell will be very high in the atmosphere which also affects health.
- These machines were more expensive than other conventional machines as you can perform almost all operations on a lathe.
FAQs
What is a lathe used for?
A lathe is a machining tool that is used primarily for shaping metal or wood. It works by rotating the workpiece around a stationary cutting tool. The main use is to remove unwanted parts of the material, leaving behind a nicely shaped workpiece.
What is the basic of lathe?
A lathe is a machine tool that processes metal by rotating the material to be processed and applying a blade to cut it into a cylindrical shape. For a simple example, imagine peeling an apple.
What is a lathe construction?
A lathe consists of four main parts: the bed, spindle, turret, and tailstock. Briefly, the main spindle holds the material and rotates it. The turret, where the tool is attached, moves to shape the part to be machined.
What tool is a lathe?
A lathe is a machine that rotates the piece on the axis in order to perform various operations like cutting, facing, knurling, deformation, and more.
What is the difference between a lathe and a turning machine?
Lathes are primarily used in processing cylindrical shapes such as cylinders, cones, and spheres. However, they have limited capabilities for complex geometries and secondary machining operations. On the other hand, turning machines can handle a wide range of part shapes and geometries.